|
|
|||||||||||||||||
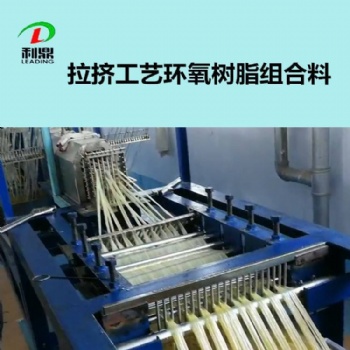

拉擠工藝專用環(huán)氧樹脂
一、產(chǎn)品簡介
環(huán)氧拉擠樹脂LD-200采用環(huán)氧樹脂和固化劑加以增韌劑、脫模劑等輔料配制而成,用于環(huán)氧拉擠型材、拉擠圓棒、拉擠異型材、拉擠絕緣子芯棒等環(huán)氧拉擠產(chǎn)品。目前已為河北、山東、陜西、河南等地廠商提供原料和技術(shù)支持。
二、質(zhì)量指標(biāo)
|
產(chǎn)品性能牌號 |
外觀 |
粘度 |
含量 |
密度 |
凝固點 |
|
Pa·S/25℃ |
% |
g/cm |
℃ |
||
|
LD-200A |
無色透明液體 |
8.00-11.00 |
100 |
1.15±0.05 |
<-18 |
|
LD-200B |
淺黃透明液體 |
<0.044 |
≥45 |
1.01±0.05 |
<-18 |
三、使用方法
按計量比根據(jù)用膠量稱取LD-200A:LD-200B=100:80(重量比),進行充分攪拌混合3-5分鐘,有條件可進行真空攪拌脫泡。
固化劑若出現(xiàn)結(jié)晶,可加熱到40~80℃,即可恢復(fù)原狀,不影響其原有性能。
將混合好的膠液倒入到浸膠槽(料槽溫度20-40℃),將纖維烘干整理好后即可開始浸膠進行拉擠并進行后固化處理。
四、生產(chǎn)工藝介紹
(一)生產(chǎn)設(shè)備
1、料槽部分:一般都采用夾層裝置,這樣便于利用水浴或者油浴進行加熱以**料槽在生產(chǎn)過程中給膠料保持溫度,加熱方式以電加熱為主。
2、加熱部分:一般分為三段,每加熱段長度為30厘米,三段加熱段間隔根據(jù)實際情況來確定。
3、引拔部分:采用電動機傳動齒輪,使接觸棒材的部分緊密咬合,轉(zhuǎn)動,從而將棒材引出來,這也是整個生產(chǎn)系統(tǒng)的動力。拉動玻璃纖維從料槽中浸膠,通過加熱段,生產(chǎn)為絕緣棒材。
(二)生產(chǎn)工藝
在實際的生產(chǎn)中,由于各種型材(包括套筒,棒材等)的橫截面積不同,每單位長度所使用的膠量也就不同,各種控制參數(shù)也就不同,不同橫截面積的型材各種參數(shù)需要調(diào)整,以提高產(chǎn)品質(zhì)量,提高生產(chǎn)效率。為方便起見,下面以直徑10毫米的圓形棒材產(chǎn)品為例進行說明。
1、膠料的配置
A料:LD-200A(100份)B料:LD-200B(80-90份)
注:以上各分數(shù)為質(zhì)量份數(shù)。分別將A,B兩組分攪拌均勻后,將A,B混合在一起再攪拌均勻后迅速倒入料槽中。
2、浸膠
引出多縷玻璃纖維,然后使之盡量充分的在料槽中浸膠,要做到?jīng)]有空浸。料槽溫度保持在45攝氏度以下,使用時間可以保持48個小時。料槽溫度高,容易掛膠充分,但是使用時間短。料槽溫度低,膠料粘度較高,不容易掛膠充分,使用時間長,這時候就必須控制引拔速度,必須**玻璃纖維掛膠充分。所以要在使用時間和引拔速度之間找到一個合適的點,以到達預(yù)期效果。
3、加熱固化
一般分為三段固化進行引拔生產(chǎn),如下所示:
加熱長度加熱溫度
一段加熱:30厘米, 90℃
二段加熱:30厘米 ,130℃
三段加熱:30厘米, 150-160℃
4、引拔速度
根據(jù)棒材的橫截面積大小,應(yīng)當(dāng)控制不同的拉擠速度,以**棒材在加熱段的固化**,并且**一定的生產(chǎn)效率。以直徑為10毫米的圓形棒材為例,推薦的引拔速度為10厘米/分鐘。
五、產(chǎn)品包裝
根據(jù)客戶要求可定制
六、儲存事項:
1、貯運過程中注意密閉、防潮。
2、本品性能穩(wěn)定,室溫下貯存6月不變質(zhì)。
七、關(guān)注事項
1、環(huán)氧拉擠LD-200B易吸濕,用后應(yīng)及時將蓋蓋好,應(yīng)避免在潮濕條件下進行配膠與拉擠作業(yè)操作,為**拉擠制品的**性建議對生產(chǎn)場地安裝除濕空調(diào)設(shè)備。
2、每次配膠宜少配,必須**每次配膠計量的準(zhǔn)確性;請在盡可能較短時間內(nèi)將所配膠用完,并適時向膠槽補充新膠液,如停車時間長,應(yīng)將膠液清理干凈,超過可使用期可導(dǎo)致粘度太大或凝膠影響纖維浸潤效果。
3、不小心粘附于皮膚與衣物應(yīng)及時用酒精清洗。
八、附加服務(wù)
本公司提供免費技術(shù)支持,可協(xié)助用戶進行配方設(shè)計,解決使用中的技術(shù)問題,根據(jù)用戶要求開發(fā)新的拉擠環(huán)氧樹脂膠體系。本產(chǎn)品參考配方與拉擠條件僅供參考,請用戶根據(jù)具體制品結(jié)合廠家技術(shù)要求加以試驗,確定選擇配方與拉擠工藝條件。
|

